- +7 (812) 244-04-97
- intechcom812@mail.ru
Продукция
Технологии и материалы
Завод поршневых колец УЧНПП «Технолит» (официальный представитель на территории РФ ООО «Интехком») изготавливает поршневые и уплотнительные кольца из специального легированного чугуна различных марок:
- Чугун ПВГ (аналог СЧ36) – чугун перлитного класса с равномерно-распределенным пластинчато-вермикулярным графитом, имеющий высокие механические свойства, хорошую упругость и износостойкость. Из такого материала изготавливаем поршневые кольца для компрессоров, уплотнительные кольца для трансмиссий и гидравлических машин.
- Чугун ВЧШГ (аналог ВЧ80-ВЧ100) – высококачественный высокопрочный чугун с шаровидным графитом перлитного класса, имеющий близкую к сталям пластичность, высокую упругость и износостойкость. Из такого материала производим поршневые кольца для локомотивных и судовых двигателей, турбокомпрессоров, двухтактных двигателей. Благодаря шаровидному графиту, равномерно распределенному по всему сечению кольца, кольца из такого чугуна не уступают по износостойкости хромированным аналогам.
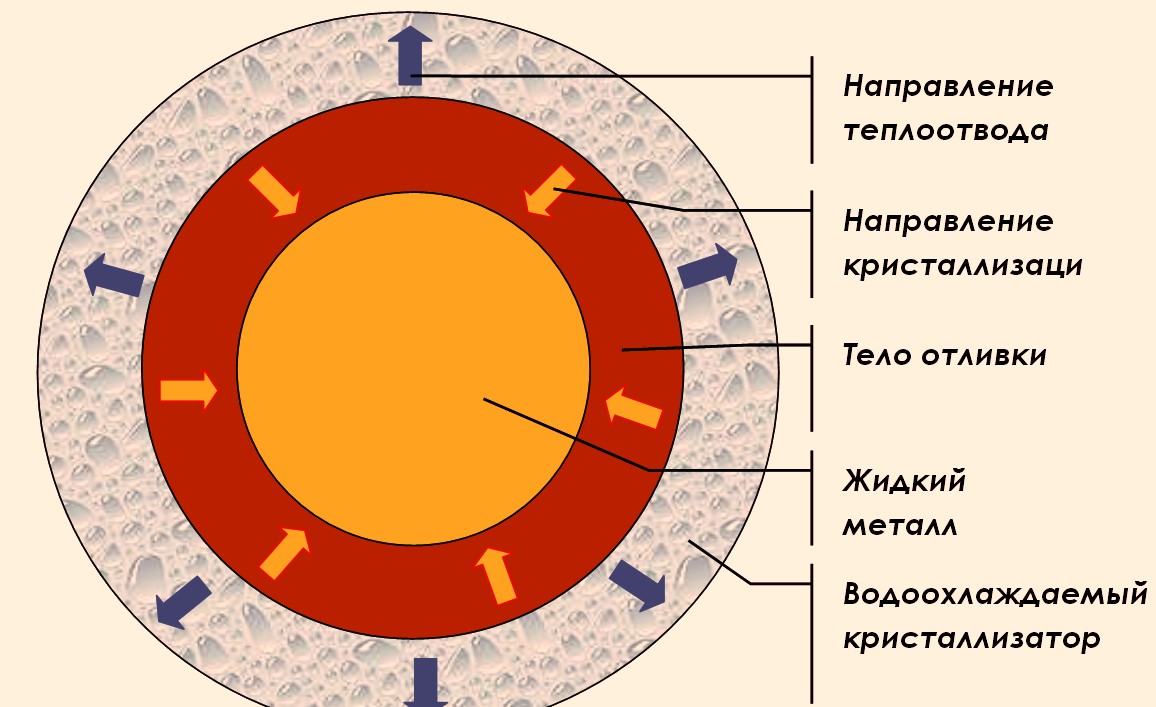
К качеству отливок ввиду сложных условий работы поршневых колец предъявляются более высокие требования, чем к большинству других отливок из чугуна аналогичных марок. Литые заготовки получаем новым уникальным методом литья намораживанием, благодаря чему достигаем высокого качество материала поршневых колец.
Благодаря высоким скоростям кристаллизации и однонаправленному теплоотводу, в отливке образуется высокодисперсная, ориентированная перпендикулярно поверхности теплоотвода микроструктура). При этом, в готовом поршневом кольце, дендриты – кристаллы, наиболее сильно противостоящие износу располагаются в плоскости, перпендикулярной поверхности трения . Такое строение слитка характерно только для литья намораживанием и наиболее оптимально для противостояния износу деталей типа тел вращения. В результате износостойкость поршневых колец,полученным методом литья намораживанием минимум на 30-40% выше, чем у колец получаемых другими методами литья.
Изготовление поршневых колец производится на новых токарных центрах MAZAK, DMG, Victor и др., с использованием инструмента ведущих мировых производителей. При этом обеспечивается высокая точность обработки и 100% прилегание кольца к зеркалу цилиндра.
Важнейшим показателем для поршневого кольца является сила, с которой кольцо оказывает давление на зеркало цилиндра. Эта величина рассчитывается для каждого типа колец, и зависит от множества факторов: материала колец, материала гильзы, условий работы и т.д. При этом упругость кольца должна быть достаточной для обеспечения уплотнения рабочей камеры, съёма и отвода смазки, но при этом не вызывать повышенный износ кольца и гильзы.
Специальная технология термической фиксации, разработанная на заводе УЧНПП «Технолит» позволяет получить требуемую упругость кольца с заданной эпюрой давлений, обеспечивающей равномерное давление кольца на стенки гильзы цилиндра.
Для колец, работающих в условиях ограниченной смазки, освоена технология упрочнения поверхностного слоя азотом в среде низкотемпературной плазмы, что позволяет получить на поверхности изделия упрочненный слой твердостью до 650 HRV на глубину 250…300 мкм.
Этот метод упрочнения рабочей поверхности сохраняет главное преимущество чугуна как антифрикционного материала – оставляет открытыми лунки графита, который является естественной смазкой, и обеспечивает более мягкие условия работы.

Также освоена технология гальванического оловянирования (лужение) для улучшения приработки колец в начальный период эксплуатации и приданию антикоррозионных свойств в период складского хранения